프레스 금형의 제도에 대해 금형 도면을 가지고 설명하겠습니다.
4. 프레스 금형 제도
둥근 펀치의 제도
둥근 펀치는 원형의 절단면이나 구멍을 만들기 위해 사용되는 펀치입니다.
프레스 금형 둥근 펀치의 제도는 다음과 같은 순서로 진행할 수 있습니다.
- 펀치의 크기, 형상, 재료, 각도 등을 결정합니다. 펀치의 크기는 제품의 치수와 금형의 구조에 따라 달라집니다. 펀치의 형상은 원형이지만, 전단면이나 파단면에 따라 약간의 경사를 갖습니다. 펀치의 재료는 내마모성과 내충격성이 좋은 고속강이나 초경합금강을 사용합니다. 펀치의 각도는 전단면과 파단면의 비율에 따라 0도에서 20도 사이로 설정합니다.
- 펀치를 고정하기 위한 펀치홀더와 펀치플레이트를 설계합니다. 펀치홀더는 프레스 기계의 램에 부착되는 부분으로, 펀치를 정확하게 위치시키고 안내하는 역할을 합니다. 펀치플레이트는 펀치홀더와 펀치 사이에 위치하고, 펀치를 고정하고 보강하는 역할을 합니다. 펀치홀더와 펀치플레이트의 크기와 두께는 금형의 크기와 작용하중에 따라 달라집니다.
- 펀치와 다이를 정밀하게 운동시키기 위한 다이세트를 설계합니다. 다이세트는 다이홀더, 다이플레이트, 가이드 포스트, 가이드 부시, 섕크로 구성됩니다. 다이홀더는 프레스 기계의 볼스터에 부착되는 부분으로, 다이를 정확하게 위치시키고 안내하는 역할을 합니다. 다이플레이트는 다이홀더와 다이 사이에 위치하고, 다이를 고정하고 보강하는 역할을 합니다. 가이드 포스트와 가이드 부시는 상하형의 홀더 사이에 삽입되어, 펀치와 다이의 상대운동을 정밀하게 안내하는 역할을 합니다. 섕크는 펀치홀더를 프레스 기계의 램에 고정시키는 역할을 합니다.
- 제품의 형상과 치수를 결정하는 다이를 설계합니다. 다이는 일체형, 부시형, 인서트 방식 등으로 분류할 수 있습니다. 일체형 다이는 날부분과 다이를 유지하는 플레이트가 하나로 되어 있는 형식으로, 단순한 형상의 제품에 적합합니다. 부시형 다이는 2 공정 이상의 복합가공에 적합한 형식으로, 다이플레이트에 부시라는 구멍이 뚫린 부품을 삽입하고, 그 안에 다이를 장착합니다. 인서트 방식의 다이는 복잡한 형상의 제품 및 프로그레시브 금형에 적합한 형식으로, 다이플레이트에 다이의 형상에 맞는 홈을 만들고, 그 안에 다이를 삽입합니다.

가이드부시 및 가이트포스트 제도
가이드 부시와 가이드포스트는 프레스 금형에서 펀치와 다이의 상대운동을 정밀하게 안내하는 부품입니다. 가이드 부시는 펀치홀더에 장착되는 구멍이 뚫린 부품으로, 가이드 포스트를 미끄럼 운동시키는 역할을 합니다. 가이드 포스트는 다이홀더에 장착되는 막대 모양의 부품으로, 가이드 부시와 상호작용하면서 펀치와 다이의 직선운동을 전달하는 역할을 합니다.
프레스 금형 가이드 부시와 가이드포스트의 제도는 다음과 같은 방법으로 할 수 있습니다.
- 가이드 부시와 가이드포스트의 크기, 형상, 재료, 각도 등을 결정합니다. 가이드 부시와 가이드포스트의 크기는 금형의 크기와 작용하중에 따라 달라집니다. 일반적으로, 가이드 포스트의 지름은 펀치의 지름보다 1.5배 이상, 길이는 펀치의 길이보다 2배 이상으로 설정합니다. 가이드 부시와 가이드포스트의 형상은 원형, 사각형, 육각형 등 다양하게 선택할 수 있습니다. 원형은 제작과 조립이 쉽고 정밀도가 높지만, 회전운동을 방지할 수 없습니다. 사각형과 육각형은 회전운동을 방지할 수 있지만, 제작과 조립이 어렵고 정밀도가 낮습니다. 가이드 부시와 가이드포스트의 재료는 내마모성과 내충격성이 좋은 고탄소강, 고속강, 합금강 등을 사용합니다. 가이드 부시와 가이드포스트의 각도는 전단면과 파단면의 비율에 따라 0도에서 20도 사이로 설정합니다.
- 가이드 부시와 가이드포스트를 고정하기 위한 홀더와 플레이트를 설계합니다. 홀더와 플레이트는 펀치홀더와 다이홀더에 각각 부착되는 부분으로, 가이드 부시와 가이드포스트를 정확하게 위치시키고 안내하는 역할을 합니다. 홀더와 플레이트의 크기와 두께는 금형의 크기와 작용하중에 따라 달라집니다. 홀더에는 가이드 포스트를 삽입할 수 있는 구멍을 뚫고, 플레이트에는 가이드 부시를 삽입할 수 있는 구멍을 뚫습니다. 구멍의 지름은 가이드 포스트나 가이드 부시의 지름보다 약간 크게 설정하여 여유공간을 확보합니다.
- 가이드 부시와 가이드포스트를 제작하고 조립합니다. 가이드 부시와 가이드포스트는 선반, 밀링, 연삭 등의 기계가공 공정으로 제작합니다. 제작된 가이드 부시와 가이드포스트는 홀더와 플레이트에 삽입하고, 볼트나 핀 등으로 고정합니다. 조립된 홀더와 플레이트는 펀치홀더와 다이홀더에 부착하고, 섕크나 볼스터 등으로 고정합니다.

섕크의 제도
섕크는 프레스 금형에서 펀치홀더를 프레스 기계의 램에 고정시키는 부품입니다. 섕크는 펀치홀더의 상단에 장착되며, 램의 구멍에 삽입되어 펀치홀더와 램을 연결합니다. 섕크는 펀치홀더의 위치를 정확하게 유지하고, 작용하중을 전달하는 역할을 합니다.
프레스 금형 섕크의 제도는 다음과 같은 방법으로 할 수 있습니다.
- 섕크의 크기, 형상, 재료, 각도 등을 결정합니다. 섕크의 크기는 펀치홀더와 램의 크기에 따라 달라집니다. 일반적으로, 섕크의 지름은 펀치의 지름보다 2배 이상, 길이는 펀치의 길이보다 1.5배 이상으로 설정합니다. 섕크의 형상은 원형, 사각형, 육각형 등 다양하게 선택할 수 있습니다. 원형은 제작과 조립이 쉽고 정밀도가 높지만, 회전운동을 방지할 수 없습니다. 사각형과 육각형은 회전운동을 방지할 수 있지만, 제작과 조립이 어렵고 정밀도가 낮습니다. 섕크의 재료는 내마모성과 내충격성이 좋은 고탄소강, 고속강, 합금강 등을 사용합니다. 섕크의 각도는 전단면과 파단면의 비율에 따라 0도에서 20도 사이로 설정합니다.
- 섕크를 고정하기 위한 홀더와 플레이트를 설계합니다. 홀더와 플레이트는 펀치홀더와 램에 각각 부착되는 부분으로, 섕크를 정확하게 위치시키고 안내하는 역할을 합니다. 홀더와 플레이트의 크기와 두께는 금형의 크기와 작용하중에 따라 달라집니다. 홀더에는 섕크를 삽입할 수 있는 구멍을 뚫고, 플레이트에는 섕크를 고정할 수 있는 볼트나 핀 등을 설치합니다. 구멍의 지름은 섕크의 지름보다 약간 크게 설정하여 여유공간을 확보합니다.
- 섕크를 제작하고 조립합니다. 섕크는 선반, 밀링, 연삭 등의 기계가공 공정으로 제작합니다. 제작된 섕크는 홀더에 삽입하고, 플레이트에 고정합니다. 조립된 홀더와 플레이트는 펀치홀더와 램에 부착하고, 볼스터나 클램프 등으로 고정합니다.

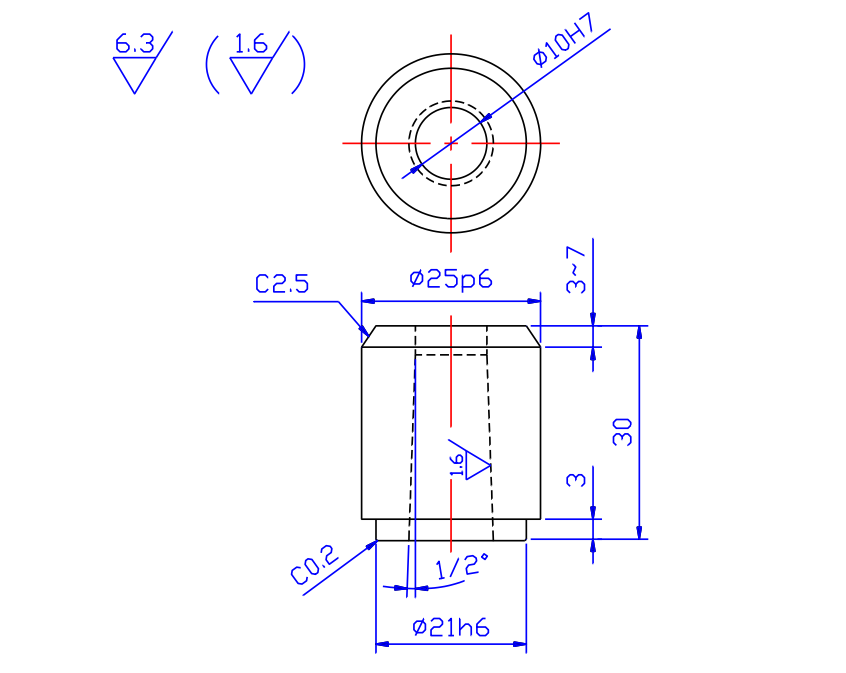
다이버튼의 제도
다이버튼은 프레스 금형에서 다이와 펀치를 연결하고, 펀치의 위치를 정확하게 유지하는 부품입니다. 다이버튼은 일반적으로 원형이나 사각형의 형상을 가지며, 다이플레이트에 장착되어 있습니다.
다이버튼의 제도는 다음과 같은 순서로 진행할 수 있습니다.
- 다이버튼의 크기, 형상, 재료, 각도 등을 결정합니다. 다이버튼의 크기는 펀치의 크기와 금형의 구조에 따라 달라집니다. 일반적으로, 다이버튼의 지름은 펀치의 지름보다 1.5배 이상, 높이는 펀치의 높이보다 1.5배 이상으로 설정합니다. 다이버튼의 형상은 원형이나 사각형을 선택할 수 있습니다. 원형은 제작과 조립이 쉽고 정밀도가 높지만, 회전운동을 방지할 수 없습니다. 사각형은 회전운동을 방지할 수 있지만, 제작과 조립이 어렵고 정밀도가 낮습니다. 다이버튼의 재료는 내마모성과 내충격성이 좋은 고속강이나 초경합금강을 사용합니다. 다이버튼의 각도는 전단면과 파단면의 비율에 따라 0도에서 20도 사이로 설정합니다.
- 다이버튼을 고정하기 위한 다이플레이트를 설계합니다. 다이플레이트는 다이홀더와 다이 사이에 위치하고, 다이버튼을 고정하고 보강하는 역할을 합니다. 다이플레이트의 크기와 두께는 금형의 크기와 작용하중에 따라 달라집니다. 다이플레이트에는 다이버튼을 삽입할 수 있는 구멍을 뚫습니다. 구멍의 지름은 다이버튼의 지름보다 약간 크게 설정하여 여유공간을 확보합니다.
- 다이버튼을 제작하고 조립합니다. 다이버튼은 선반, 밀링, 연삭 등의 기계가공 공정으로 제작합니다. 제작된 다이버튼은 다이플레이트에 삽입하고, 볼트나 핀 등으로 고정합니다. 조립된 다이플레이트는 다이홀더에 부착하고, 볼스터나 클램프 등으로 고정합니다.
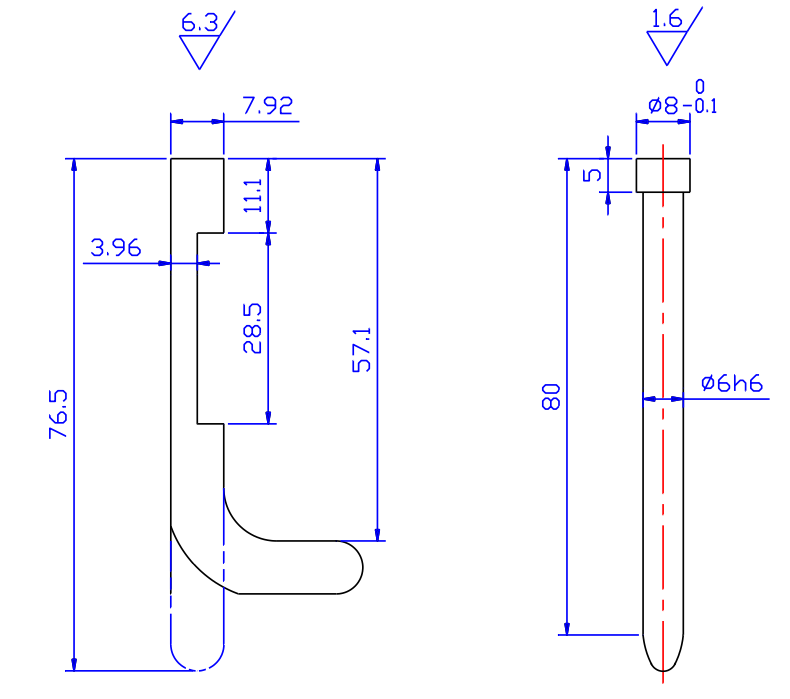
파일럿 핀 및 핑거 스톱의 제도
파일럿 핀과 핑거 스톱은 프레스 금형에서 재료의 위치를 정확하게 안내하고, 금형의 정렬과 안정성을 유지하는 부품입니다.
파일럿 핀과 핑거 스톱의 제도는 다음과 같은 방법으로 할 수 있습니다.
- 파일럿 핀과 핑거 스톱의 크기, 형상, 재료, 각도 등을 결정합니다. 파일럿 핀과 핑거 스톱의 크기는 금형의 크기와 작용하중에 따라 달라집니다. 일반적으로, 파일럿 핀의 지름은 펀치의 지름보다 1.5배 이상, 길이는 펀치의 길이보다 1.5배 이상으로 설정합니다. 파일럿 핀과 핑거 스톱의 형상은 원형, 사각형, 육각형 등 다양하게 선택할 수 있습니다. 원형은 제작과 조립이 쉽고 정밀도가 높지만, 회전운동을 방지할 수 없습니다. 사각형과 육각형은 회전운동을 방지할 수 있지만, 제작과 조립이 어렵고 정밀도가 낮습니다. 파일럿 핀과 핑거 스톱의 재료는 내마모성과 내충격성이 좋은 고탄소강, 고속강, 합금강 등을 사용합니다. 파일럿 핀과 핑거 스톱의 각도는 전단면과 파단면의 비율에 따라 0도에서 20도 사이로 설정합니다.
- 파일럿 핀과 핑거 스톱을 고정하기 위한 펀치 플레이트와 스트리퍼 플레이트를 설계합니다. 펀치 플레이트와 스트리퍼 플레이트는 펀치홀더와 다이홀더에 각각 부착되는 부분으로, 파일럿 핀과 핑거 스톱을 정확하게 위치시키고 안내하는 역할을 합니다. 펀치 플레이트와 스트리퍼 플레이트의 크기와 두께는 금형의 크기와 작용하중에 따라 달라집니다. 펀치 플레이트에는 파일럿 핀을 삽입할 수 있는 구멍을 뚫고, 스트리퍼 플레이트에는 핑거 스톱을 삽입할 수 있는 구멍을 뚫습니다. 구멍의 지름은 파일럿 핀이나 핑거 스톱의 지름보다 약간 크게 설정하여 여유공간을 확보합니다.
- 파일럿 핀과 핑거 스톱을 제작하고 조립합니다. 파일럿 핀과 핑거 스톱은 선반, 밀링, 연삭 등의 기계가공 공정으로 제작합니다. 제작된 파일럿 핀과 핑거 스톱은 펀치 플레이트와 스트리퍼 플레이트에 삽입하고, 볼트나 핀 등으로 고정합니다. 조립된 펀치 플레이트와 스트리퍼 플레이트는 펀치홀더와 다이홀더에 부착하고, 볼스터나 클램프 등으로 고정합니다.
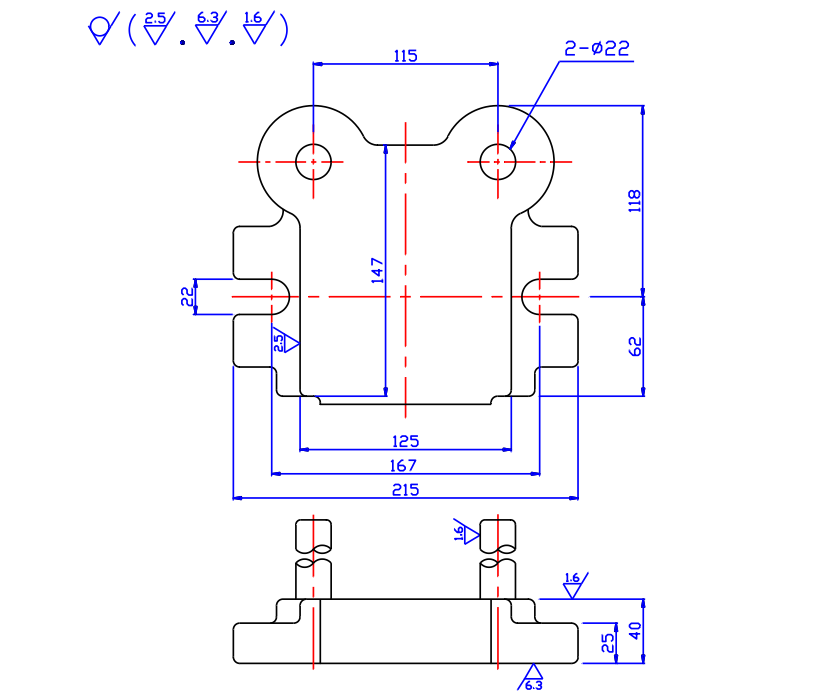
BB형 다이세트의 상홀더 제도
BB형 다이세트는 2개의 가이드 포스트가 세트의 뒤쪽에 위치하는 형식으로, 재료를 전후좌우로 이동할 수 있습니다. 그러나 포스트가 세트의 뒤쪽에 위치하고 있어 작업 시 편심 하중에 주의해야 합니다.
BB형 다이세트의 상홀더 제도는 다음과 같은 순서로 진행할 수 있습니다.
- 상홀더의 크기, 형상, 재료, 각도 등을 결정합니다. 상홀더의 크기는 금형의 크기와 작용하중에 따라 달라집니다. 일반적으로, 상홀더의 두께는 펀치의 길이보다 1.5배 이상으로 설정합니다. 상홀더의 형상은 사각형이나 원형을 선택할 수 있습니다. 사각형은 제작과 조립이 쉽고 강성이 높지만, 회전운동을 방지할 수 없습니다. 원형은 회전운동을 방지할 수 있지만, 제작과 조립이 어렵고 강성이 낮습니다. 상홀더의 재료는 내마모성과 내충격성이 좋은 고탄소강, 고속강, 합금강 등을 사용합니다. 상홀더의 각도는 전단면과 파단면의 비율에 따라 0도에서 20도 사이로 설정합니다.
- 상홀더에 섕크와 가이드 포스트를 고정하기 위한 구멍을 설계합니다. 섕크는 프레스 기계의 램에 부착되는 부분으로, 상홀더를 정확하게 위치시키고 안내하는 역할을 합니다. 가이드 포스트는 하홀더에 장착되는 막대 모양의 부품으로, 가이드 부시와 상호작용하면서 펀치와 다이의 직선운동을 전달하는 역할을 합니다. 상홀더에는 섕크와 가이드 포스트를 삽입할 수 있는 구멍을 뚫습니다. 구멍의 지름은 섕크나 가이드 포스트의 지름보다 약간 크게 설정하여 여유공간을 확보합니다.
- 상홀더를 제작하고 조립합니다. 상홀더는 밀링, 연삭 등의 기계가공 공정으로 제작합니다. 제작된 상홀더에는 섕크와 가이드 포스트를 삽입하고, 볼트나 핀 등으로 고정합니다. 조립된 상홀더는 프레스 기계의 램에 부착하고, 볼스터나 클램프 등으로 고정합니다.
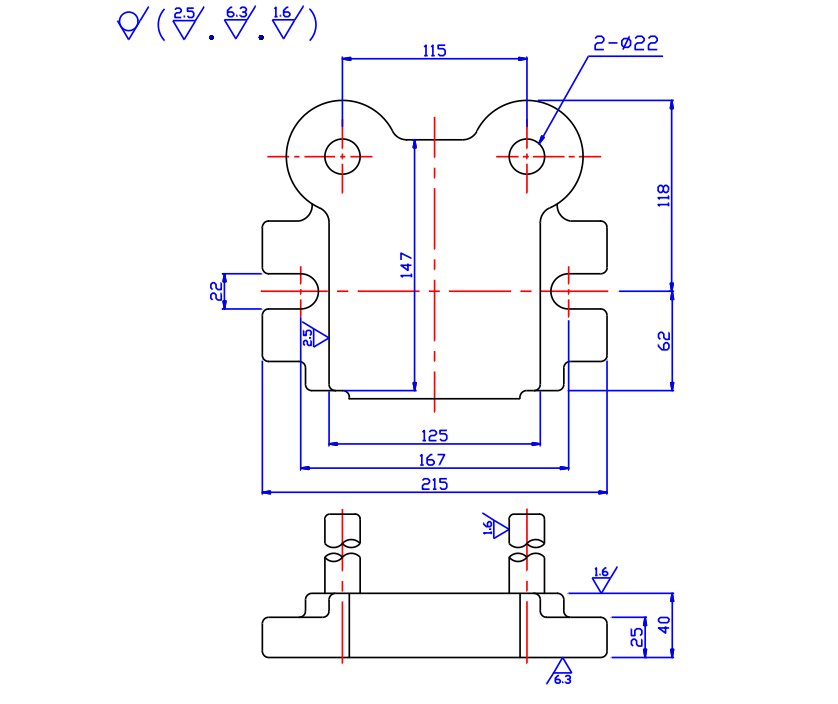
BB형 다이세트의 하홀더 제도
하홀더는 프레스 금형에서 다이와 가이드 부시를 고정하고, 펀치와 다이의 상대운동을 정밀하게 안내하는 부품입니다. 하홀더는 일반적으로 사각형이나 원형의 형상을 가지며, 볼스터에 장착되어 있습니다.
하홀더의 제도는 다음과 같은 순서로 진행할 수 있습니다.
- 하홀더의 크기, 형상, 재료, 각도 등을 결정합니다. 하홀더의 크기는 금형의 크기와 작용하중에 따라 달라집니다. 일반적으로, 하홀더의 두께는 다이의 두께보다 1.5배 이상으로 설정합니다. 하홀더의 형상은 사각형이나 원형을 선택할 수 있습니다. 사각형은 제작과 조립이 쉽고 강성이 높지만, 회전운동을 방지할 수 없습니다. 원형은 회전운동을 방지할 수 있지만, 제작과 조립이 어렵고 강성이 낮습니다. 하홀더의 재료는 내마모성과 내충격성이 좋은 고탄소강, 고속강, 합금강 등을 사용합니다. 하홀더의 각도는 전단면과 파단면의 비율에 따라 0도에서 20도 사이로 설정합니다.
- 하홀더에 다이와 가이드 부시를 고정하기 위한 구멍을 설계합니다. 다이는 펀치와 상대운동을 하는 부분으로서 재료의 형상을 결정하는 부분입니다. 가이드 부시는 펀치 플레이트에 장착되는 환형 모양의 부품으로, 가이드 포스트와 상호작용하면서 펀치와 다이의 직선운동을 전달하는 역할을 합니다. 하홀더에는 다이와 가이드 부시를 삽입할 수 있는 구멍을 뚫습니다. 구멍의 지름은 다이나 가이드 부시의 지름보다 약간 크게 설정하여 여유공간을 확보합니다.
- 하홀더를 제작하고 조립합니다. 하홀더는 밀링, 연삭 등의 기계가공 공정으로 제작합니다. 제작된 하홀더에는 다이와 가이드 부시를 삽입하고, 볼트나 핀 등으로 고정합니다. 조립된 하홀더는 볼스터에 부착하고, 볼스터나 클램프 등으로 고정합니다.
제품도 및 공정도 작성
프레스 금형 제품도는 펀치와 다이의 형상과 치수, 공차, 재료, 표면처리 등을 명시한 도면입니다. 프레스 금형 공정도는 펀치와 다이의 제작 순서와 방법, 필요한 기계와 도구, 검사 항목과 기준 등을 명시한 문서입니다.
프레스 금형 제품도 및 공정도 작성을 위해서는 다음과 같은 절차를 따릅니다.
- 제품의 형상, 치수, 공차, 재료, 표면처리 등을 분석하고, 고객의 요구사항을 파악합니다. 제품의 형상에 따라 적합한 금형의 종류와 구조를 결정합니다. 예를 들어, 복잡하고 큰 형상의 제품은 트랜스퍼 금형이나 탠덤 금형을 사용하고, 단순하고 작은 형상의 제품은 프로그레시브 금형이나 단발 금형을 사용합니다.
- 펀치와 다이의 형상과 치수를 설계하고, CAD 소프트웨어를 이용하여 2D 또는 3D 도면을 작성합니다. 도면에는 펀치와 다이의 이름, 번호, 규격, 재료, 표면처리 등을 표기하고, 치수와 공차를 정확하게 표시합니다. 도면은 ISO나 KS 등의 국제 표준에 따라 작성합니다.
- 펀치와 다이의 제작 순서와 방법을 결정하고, 각 공정에 필요한 기계와 도구를 선정합니다. 예를 들어, 선반, 밀링, 연삭, 드릴링 등의 기계가공 공정과 와이어 커팅, 전기 방전 가공 등의 비접촉식 가공 공정을 사용할 수 있습니다. 또한, 각 공정에서 수행할 검사 항목과 기준을 정합니다. 예를 들어, 치수 검사, 형상 검사, 경도 검사 등을 수행할 수 있습니다.
- 프레스 금형 공정도를 작성하고, 각 공정의 내용과 순서를 명시합니다. 공정도에는 펀치와 다이의 이름, 번호, 규격, 재료 등을 표기하고, 각 공정에서 사용할 기계와 도구의 이름과 번호를 표기합니다. 또한, 각 공정에서 수행할 검사 항목과 기준을 표기하고, 필요한 경우 그림이나 사진을 첨부합니다.
스트리퍼 플레이트 제도
스트리퍼 플레이트는 프레스 금형에서 재료를 고정하고, 펀치로부터 스크랩을 제거하고, 펀치의 안내와 보호를 하는 부품입니다.
스트리퍼 플레이트의 제도는 다음과 같은 방법으로 할 수 있습니다.
- 스트리퍼 플레이트의 크기, 형상, 재료, 각도 등을 결정합니다. 스트리퍼 플레이트의 크기는 금형의 크기와 작용하중에 따라 달라집니다. 일반적으로, 스트리퍼 플레이트의 두께는 펀치의 길이보다 1.5배 이상으로 설정합니다. 스트리퍼 플레이트의 형상은 사각형이나 원형을 선택할 수 있습니다. 사각형은 제작과 조립이 쉽고 강성이 높지만, 회전운동을 방지할 수 없습니다. 원형은 회전운동을 방지할 수 있지만, 제작과 조립이 어렵고 강성이 낮습니다. 스트리퍼 플레이트의 재료는 내마모성과 내충격성이 좋은 고탄소강, 고속강, 합금강 등을 사용합니다. 스트리퍼 플레이트의 각도는 전단면과 파단면의 비율에 따라 0도에서 20도 사이로 설정합니다.
- 스트리퍼 플레이트에 펀치와 파일럿 핀을 고정하기 위한 구멍을 설계합니다. 펀치는 재료에 압력을 가해 절단하거나 성형하는 부분이고, 파일럿 핀은 재료의 최종적인 위치를 정확하게 안내하는 부분입니다. 스트리퍼 플레이트에는 펀치와 파일럿 핀을 삽입할 수 있는 구멍을 뚫습니다. 구멍의 지름은 펀치나 파일럿 핀의 지름보다 약간 크게 설정하여 여유공간을 확보합니다.
- 스트리퍼 플레이트를 제작하고 조립합니다. 스트리퍼 플레이트는 밀링, 연삭 등의 기계가공 공정으로 제작합니다. 제작된 스트리퍼 플레이트에는 펀치와 파일럿 핀을 삽입하고, 볼트나 핀 등으로 고정합니다. 조립된 스트리퍼 플레이트는 펀치홀더에 부착하고, 볼스터나 클램프 등으로 고정합니다.

프레스 금형 가공 종류 및 도면에 대한 설명 (다이 종류)
프레스 금형 가공은 제조 산업에서 중요한 역할을 하는 공정입니다. 이 블로그에서는 프레스 금형의 다양한 가공 유형과 필수적인 도면에 대해 자세히 탐구하고자 합니다. 이 내용은 기계공학,
mecaji.tistory.com
프레스 금형 가공 종류 및 도면 설명 (치수기입 방법)
프레스 금형의 가공 종류 및 금형 도면을 가지고 설명하겠습니다. 3. 프레스 금형 치수기입 방법 일반적인 치수기입 방법 프레스 금형 치수기입 방법은 프레스 금형의 종류와 형상, 가공 공정,
mecaji.tistory.com
'엔지니어 기술 자료 > 기계 설계' 카테고리의 다른 글
| 프레스 금형 가공 종류에 따른 도면 설명 (0) | 2023.08.11 |
|---|---|
| 프레스 금형 가공 종류 및 도면 설명 (사각 블랭킹 금형) (0) | 2023.08.10 |
| 프레스 금형 가공 종류 및 도면 설명 (치수기입 방법) (0) | 2023.08.03 |
| 프레스 금형 가공 종류 및 도면에 대한 설명 (다이 종류) (0) | 2023.08.02 |
| 프레스 금형 가공 종류 및 도면 설명 (고정 방식) (0) | 2023.08.01 |




댓글